
presisie koue stamp proses verskaffer

Beskrywing
| Produk Tipe | pasgemaakte produk | |||||||||||
| Eenstopdiens | Vormontwikkeling en ontwerp - dien monsters in - bondelproduksie - inspeksie - oppervlakbehandeling - verpakking - aflewering. | |||||||||||
| Proses | stamp, buig, diep tekening, plaatmetaal vervaardiging, sweiswerk, laser sny ens. | |||||||||||
| Materiaal | koolstofstaal, vlekvrye staal, aluminium, koper, gegalvaniseerde staal ens. | |||||||||||
| Afmetings | volgens die kliënt se tekeninge of monsters. | |||||||||||
| Voltooi | Spuitverf, elektroplatering, warmdip-galvanisering, poeierbedekking, elektroforese, anodisering, verswarting, ens. | |||||||||||
| Toepassingsgebied | Motoronderdele, landboumasjinerieonderdele, ingenieursmasjinerieonderdele, konstruksie-ingenieursonderdele, tuinbykomstighede, omgewingsvriendelike masjinerieonderdele, skeepsonderdele, lugvaartonderdele, pyptoebehore, hardeware-gereedskaponderdele, speelgoedonderdele, elektroniese onderdele, ens. | |||||||||||
Voordele
1. Meer as 10 jaarvan oorsese handel kundigheid.
2. Voorsieneenstopdiensvan vormontwerp tot produklewering.
3. Vinnige afleweringstyd, ongeveer30-40 dae.In voorraad binne een week.
4. Streng kwaliteitbestuur en prosesbeheer (ISOgesertifiseerde vervaardiger en fabriek).
5. Meer billike pryse.
6. Professioneel, ons fabriek hetmeer as 10jare se geskiedenis op die gebied van metaal stempel plaatmetaal.
Gehalte bestuur

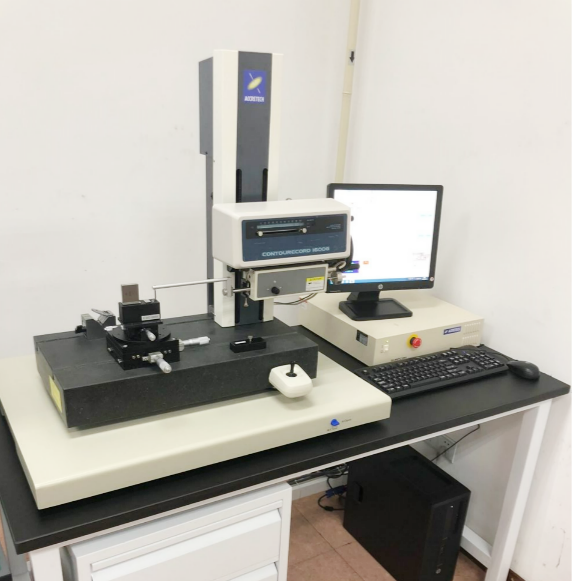


Vickers hardheid instrument.
Profiel meetinstrument.
Spektrograaf instrument.
Drie koördinaat instrument.
Versending Prent




Produksie proses
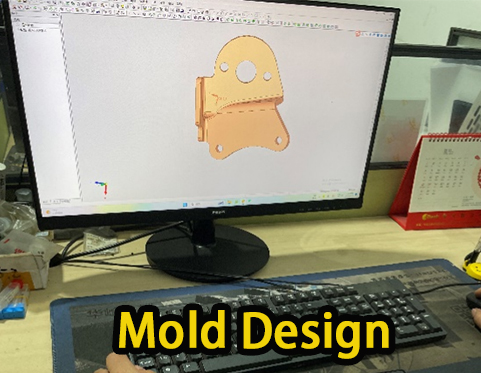



01. Vormontwerp
02. Vormverwerking
03. Draadsny verwerking
04. Vorm hittebehandeling
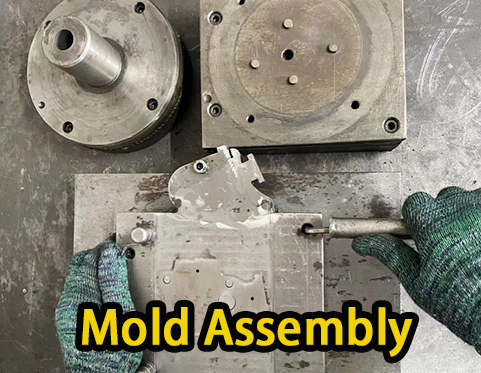



05. Vormsamestelling
06. Vorm ontfouting
07. Afbraam
08. elektroplatering
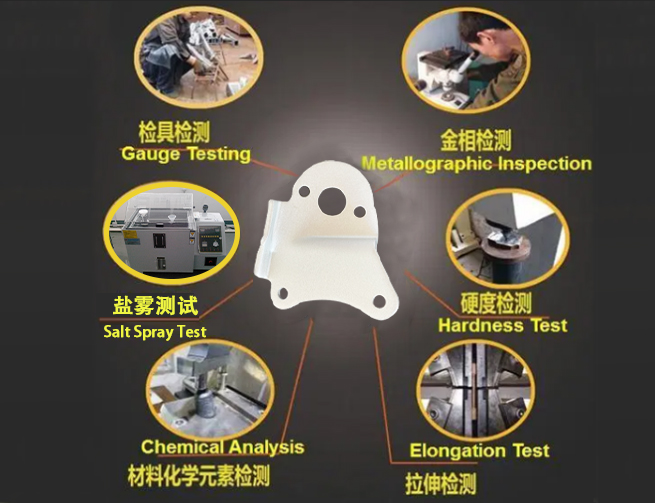

09. Produktoetsing
10. Pakket
Stempel basiese beginsels
Stempel (ook genoem pers) behels die plasing van plat metaal in spoel of leë vorm in 'n stampmasjien.In 'n pers, vorm gereedskap en matrijsoppervlakke metaal in die gewenste vorm.Pons, sprei, buig, stamp, reliëf en flens is almal stamptegnieke wat gebruik word om metaal te vorm.
Voordat die materiaal gevorm kan word, moet stempelpersoneel die vorm deur CAD/CAM-ingenieurswese ontwerp.Hierdie ontwerpe moet so akkuraat as moontlik wees om behoorlike speling vir elke pons en buiging te verseker vir optimale onderdeelkwaliteit.'n Enkele instrument 3D-model kan honderde dele bevat, so die ontwerpproses is dikwels redelik kompleks en tydrowend.
Sodra 'n werktuig se ontwerp bepaal is, kan vervaardigers 'n verskeidenheid bewerkings-, slyp-, draadsny- en ander vervaardigingsdienste gebruik om sy produksie te voltooi.
Metaal stempel ontwerp proses
Metaalstamp is 'n komplekse proses wat 'n verskeidenheid metaalvormingsprosesse kan insluit - onder andere oopmaak, pons, buig en pons.
Blanking: Hierdie proses behels die sny van die growwe buitelyn of vorm van 'n produk.Die doel van hierdie stadium is om brame te verminder en te vermy, wat die koste van die onderdeel kan verhoog en afleweringstyd kan verleng.Hierdie stap is om die gat deursnee, geometrie / taps, rand tot gat spasiëring te bepaal en waar om die eerste pons in te sit.
Buig: Wanneer jy buigings in gestempelde metaalonderdele ontwerp, is dit belangrik om genoeg materiaal eenkant te laat – maak seker jy ontwerp die onderdeel en sy leeg sodat daar genoeg materiaal is om die buiging uit te voer.
Pons: Hierdie bewerking is wanneer die rande van 'n gestempelde metaaldeel getik word om brame plat te slaan of af te breek;dit skep gladder rande in die gegote areas van die deelgeometrie;dit voeg ook ekstra sterkte toe aan gelokaliseerde dele van die onderdeel, en kan gebruik word om sekondêre verwerking soos ontbraming en slyp te vermy.
Produkte kategorieë
-

Hoë-sterkte plaatmetaal strukturele verbindings ...
-

Hoë-presisie pasgemaakte vlekvrye staal bendi ...
-

Hoë-presisie pasgemaakte koperplaatmetaalonderdele
-

Goeie kwaliteit pasgemaakte metaal buigonderdele vir motor ...
-

Pasgemaakte plaatmetaal-stamp Verwerking van metaalonderdele
-

Pasgemaakte metaal buig vierkantige vorm fabriek





